


Adezivul SMT, cunoscut și sub denumirea de adeziv SMT, adeziv roșu SMT, este de obicei o pastă roșie (și galbenă sau albă) distribuită uniform cu întăritor, pigment, solvent și alți adezivi, utilizată în principal pentru fixarea componentelor pe placa de imprimare, în general prin dozare sau prin metode de serigrafie pe oțel. După fixarea componentelor, acestea sunt plasate în cuptor sau cuptor de reflow pentru încălzire și întărire. Diferența dintre aceasta și pasta de lipit este că se întărește după încălzire, are un punct de îngheț de 150 °C și nu se dizolvă după reîncălzire, adică procesul de întărire termică a plasturelui este ireversibil. Efectul de utilizare al adezivului SMT va varia în funcție de condițiile de întărire termică, obiectul conectat, echipamentul utilizat și mediul de funcționare. Adezivul trebuie selectat în funcție de procesul de asamblare a plăcii de circuit imprimat (PCBA, PCA).
Caracteristici, aplicare și perspective ale adezivului de patch SMT
Adezivul roșu SMT este un tip de compus polimeric, componentele principale fiind materialul de bază (adică principalul material cu greutate moleculară mare), umplutura, agentul de întărire, alți aditivi și așa mai departe. Adezivul roșu SMT are vâscozitate, fluiditate, caracteristici de temperatură, caracteristici de umectare și așa mai departe. Conform acestei caracteristici a adezivului roșu, în producție, scopul utilizării adezivului roșu este de a face ca piesele să adere ferm la suprafața PCB-ului pentru a preveni căderea acestuia. Prin urmare, adezivul de tip patch este un consum pur de produse de proces neesențiale, iar acum, odată cu îmbunătățirea continuă a designului și procesului PCA, s-au realizat reflow prin găuri și sudarea prin reflow pe ambele fețe, iar procesul de montare PCA folosind adeziv de tip patch prezintă o tendință din ce în ce mai mică.
Scopul utilizării adezivului SMT
① Preveniți căderea componentelor în timpul lipirii în undă (procesul de lipire în undă). Când se utilizează lipirea în undă, componentele sunt fixate pe placa imprimată pentru a preveni căderea componentelor atunci când placa imprimată trece prin canelura de lipire.
② Preveniți desprinderea celeilalte părți a componentelor în timpul sudării prin reflow (procesul de sudare prin reflow pe ambele fețe). În procesul de sudare prin reflow pe ambele fețe, pentru a preveni desprinderea dispozitivelor mari de pe partea lipită din cauza topirii la căldură a aliajului de lipire, trebuie utilizat adeziv SMT.
③ Prevenirea deplasării și a ridicării componentelor (proces de sudare prin reflow, proces de pre-acoperire). Se utilizează în procesele de sudare prin reflow și procesele de pre-acoperire pentru a preveni deplasarea și ridicarea în timpul montării.
④ Marcare (lipire în undă, sudare prin reflow, pre-acoperire). În plus, atunci când plăcile imprimate și componentele sunt schimbate în loturi, se folosește adeziv de tip patch pentru marcare.
Adezivul SMT este clasificat în funcție de modul de utilizare
a) Tipul de răzuire: dimensionarea se realizează prin metoda de imprimare și răzuire a plasei de oțel. Această metodă este cea mai utilizată și poate fi utilizată direct pe presa de pastă de lipit. Găurile plasei de oțel trebuie determinate în funcție de tipul piesei, performanța substratului, grosimea și dimensiunea și forma găurilor. Avantajele sale sunt viteza mare, eficiența ridicată și costul redus.
b) Tipul de dozare: Adezivul se aplică pe placa cu circuite imprimate cu ajutorul unui echipament de dozare. Este necesar un echipament special de dozare, iar costul este ridicat. Echipamentul de dozare utilizează aer comprimat, adezivul roșu se aplică pe substrat printr-un cap special de dozare. Dimensiunea punctului de lipire, cantitatea, timpul, diametrul tubului de presiune și alți parametri pot fi controlați, astfel încât aparatul de dozare are o funcție flexibilă. Pentru diferite piese, putem folosi diferite capete de dozare, putem modifica parametrii, putem modifica și forma și cantitatea punctului de lipire, pentru a obține efectul dorit. Avantajele sunt convenabilitatea, flexibilitatea și stabilitatea. Dezavantajul este că se formează ușor sârmă și bule. Putem ajusta parametrii de funcționare, viteza, timpul, presiunea aerului și temperatura pentru a minimiza aceste deficiențe.
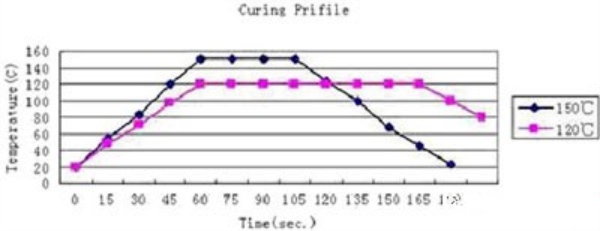
Condiții tipice de întărire a adezivului SMT pentru patch-uri
| Temperatura de întărire | Timp de întărire |
| 100℃ | 5 minute |
| 120℃ | 150 de secunde |
| 150℃ | 60 de secunde |
Nota:
1, cu cât temperatura de întărire este mai mare și timpul de întărire este mai lung, cu atât rezistența lipirii este mai mare.
2, deoarece temperatura adezivului de petic se va modifica în funcție de dimensiunea pieselor substratului și de poziția de montare, recomandăm găsirea celor mai potrivite condiții de întărire.
Depozitarea patch-urilor SMT
Poate fi păstrat timp de 7 zile la temperatura camerei, mai mult de 6 luni la sub 5°C și mai mult de 30 de zile la 5 ~ 25°C.
Managementul adezivului SMT
Deoarece adezivul roșu SMT este influențat de temperatură cu propriile sale caracteristici de vâscozitate, fluiditate, umezire și alte caracteristici, adezivul roșu SMT trebuie să aibă anumite condiții de utilizare și o gestionare standardizată.
1) Cleiul roșu trebuie să aibă un număr de debit specific, în funcție de numărul de alimentări, dată, tip și număr.
2) Lipiciul roșu trebuie păstrat la frigider la 2 ~ 8 °C pentru a preveni afectarea caracteristicilor din cauza schimbărilor de temperatură.
3) Lipiciul roșu trebuie încălzit la temperatura camerei timp de 4 ore, în ordinea utilizării: primul intrat, primul ieșit.
4) Pentru operațiunea de distribuire, adezivul roșu al furtunului trebuie dezghețat, iar adezivul roșu neutilizat trebuie pus înapoi în frigider pentru depozitare, iar adezivul vechi și adezivul nou nu trebuie amestecate.
5) Pentru a completa cu exactitate formularul de înregistrare a temperaturii de retur, a temperaturii de retur de către persoană și a orei temperaturii de retur, utilizatorul trebuie să confirme completarea temperaturii de retur înainte de utilizare. În general, adezivul roșu nu poate fi utilizat după data de expirare.
Caracteristicile procesului de adeziv SMT pentru patch-uri
Rezistența conexiunii: Adezivul SMT trebuie să aibă o rezistență puternică la conexiune, după întărire, chiar și la temperatura de topire a aliajului de lipire nu se exfoliază.
Acoperire prin puncte: În prezent, metoda de distribuție a plăcilor imprimate este în mare parte acoperirea prin puncte, așadar adezivul trebuie să aibă următoarele proprietăți:
① Adaptare la diverse procese de montare
Ușor de configurat alimentarea fiecărei componente
③ Ușor de adaptat pentru a înlocui varietățile de componente
④ Cantitate stabilă de acoperire cu puncte
Adaptare la mașina de mare viteză: adezivul de patch utilizat acum trebuie să respecte viteza mare a acoperirii spot și a mașinii de patch de mare viteză, în special, adică acoperirea spot de mare viteză fără tragere a sârmei, adică montarea de mare viteză, placa imprimată în procesul de transmisie, adezivul pentru a se asigura că componentele nu se mișcă.
Tragerea sârmei, colapsarea: odată ce adezivul de pe placă se lipește de placă, componentele nu mai pot realiza conexiunea electrică cu placa imprimată, așa că adezivul de pe placă nu trebuie tras în timpul acoperirii și nu trebuie colapsat după acoperire, pentru a nu polua placa.
Întărire la temperatură scăzută: La întărire, componentele rezistente la căldură sudate cu sudură în cresta undei trebuie să treacă și prin cuptorul de sudare prin reflow, astfel încât condițiile de întărire trebuie să respecte temperatura scăzută și timpul scurt de întărire.
Autoreglare: În procesul de sudare prin reflow și pre-acoperire, adezivul de tip patch este întărit și fixat înainte de topirea aliajului de lipire, astfel încât va împiedica scufundarea componentei în aliajul de lipire și auto-reglarea. Ca răspuns la aceasta, producătorii au dezvoltat un patch autoreglabil.
Probleme comune, defecte și analiză ale adezivilor SMT
subacțiune
Cerința de forță de împingere a condensatorului 0603 este de 1,0 KG, rezistența este de 1,5 KG, iar forța de împingere a condensatorului 0805 este de 1,5 KG, rezistența este de 2,0 KG, ceea ce nu poate atinge forța de împingere de mai sus, indicând faptul că forța nu este suficientă.
În general, cauzate de următoarele motive:
1, cantitatea de lipici nu este suficientă.
2, coloidul nu este 100% vindecat.
3, placa PCB sau componentele sunt contaminate.
4, coloidul în sine este fragil, fără rezistență.
Instabilitate tixotropică
Un lipici de seringă de 30 ml trebuie lovit de zeci de mii de ori cu presiunea aerului pentru a fi consumat, așa că lipiciul de patch în sine trebuie să aibă o tixotropie excelentă, altfel va cauza instabilitate a punctului de lipire, prea puțin lipici, ceea ce va duce la o rezistență insuficientă, provocând desprinderea componentelor în timpul lipirii în val, dimpotrivă, cantitatea de lipici este prea mare, în special pentru componentele mici, se lipesc ușor de pad, împiedicând conexiunile electrice.
Adeziv insuficient sau punct de scurgere
Motive și contramăsuri:
1, placa de imprimare nu este curățată regulat, trebuie curățată cu etanol la fiecare 8 ore.
2, coloidul are impurități.
3, deschiderea plăcii de plasă este prea mică sau presiunea de distribuire este prea mică, designul adezivului insuficient.
4, există bule în coloid.
5. Dacă capul de distribuire este blocat, duza de distribuire trebuie curățată imediat.
6, temperatura de preîncălzire a capului de distribuire nu este suficientă, temperatura capului de distribuire trebuie setată la 38 ℃.
trefilare
Așa-numita tragere cu sârmă este fenomenul prin care adezivul de petic nu se rupe la distribuire și este conectat într-un mod filamentos în direcția capului de distribuire. Există mai multe fire, iar adezivul de petic este acoperit pe pad-ul imprimat, ceea ce va cauza o sudare slabă. Mai ales când dimensiunea este mai mare, acest fenomen este mai probabil să apară la gura de acoperire punctuală. Tragerea adezivului de petic este afectată în principal de proprietatea de tragere a rășinii componente principale și de stabilirea condițiilor de acoperire punctuală.
1, creșteți cursa de distribuire, reduceți viteza de mișcare, dar acest lucru va reduce ritmul de producție.
2, cu cât materialul are o vâscozitate mai scăzută și o tixotropie mai mare, cu atât este mai mică tendința de tragere, așa că încercați să alegeți un astfel de adeziv.
3, temperatura termostatului este puțin mai mare, forțată să se ajusteze la vâscozitate scăzută, adeziv tixotropic ridicat, apoi luați în considerare și perioada de depozitare a adezivului și presiunea capului de distribuire.
speologie
Fluiditatea plasturelui va cauza colapsul. Problema comună a colapsului este că plasarea prea mult timp după aplicarea stratului de acoperire va duce la colaps. Dacă adezivul de plasture se extinde pe pad-ul plăcii de circuit imprimat, va provoca o sudare slabă. Iar colapsul adezivului de plasture pentru acele componente cu pini relativ înalți nu atinge corpul principal al componentei, ceea ce va duce la o aderență insuficientă, astfel încât rata de colaps a adezivului de plasture care se colapsează ușor este dificil de prezis, astfel încât setarea inițială a cantității de acoperire punctată este, de asemenea, dificilă. Având în vedere acest lucru, trebuie să alegem plasturi care nu se colapsează ușor, adică plasturii care sunt relativ mult în soluție agitată. Pentru colapsul cauzat de plasarea prea mult timp după aplicarea stratului de acoperire, putem folosi un timp scurt după finalizarea acoperirii pentru a evita întărirea.
Decalaj componentă
Decalajul componentelor este un fenomen nedorit care apare ușor în mașinile SMT de mare viteză, iar principalele motive sunt:
1. Mișcarea de mare viteză a plăcii imprimate în direcția XY este cauzată de offset, zona de acoperire cu adeziv a componentelor mici fiind predispusă la acest fenomen, motivul fiind că aderența nu este cauzată de.
2, cantitatea de lipici de sub componente este inconsistentă (cum ar fi: cele două puncte de lipici de sub circuitul integrat, un punct de lipici este mare și unul este mic), rezistența lipiciului este dezechilibrată atunci când este încălzit și întărit, iar capătul cu mai puțin lipici este ușor de compensat.
Lipirea prin lipire în undă a pieselor
Motivele sunt complexe:
1. Forța de aderență a plasturelui nu este suficientă.
2. A fost afectat înainte de lipirea în valuri.
3. Există mai multe reziduuri pe unele componente.
4, coloidul nu este rezistent la impactul la temperaturi ridicate
Amestec de lipici pentru petice
Compoziția chimică a adezivului de patch-uri diferă semnificativ între diferiți producători, utilizarea mixtă putând produce multe efecte negative: 1. Întărire dificilă; 2. Releul adezivului nu este suficient; 3. Lipirea prin suprasolicitare este serioasă.
Soluția este: curățați temeinic placa de plasă, racleta, dozatorul și alte piese care se amestecă ușor și evitați amestecarea diferitelor mărci de adeziv pentru patch-uri.
Data publicării: 05 iulie 2023





